Sistemimizi kurduğumuz yerlerden biri de, beyaz eşya sektöründeki ismi bilinen birçok büyük şirketlere etiket (label) sağlayan bir firma.
Arçelik, Beko, Gorenje, Liebherr, Hacep gibi markaların, buzdolabı, çamaşır makinesi, bulaşık makinesi gibi beyaz eşyalarının üzerine konulan etiketleri yapılıyor. Bu etiketlerin yapıştırılırken sorun olmaması için;
- Doğru yönde ve açıda yani x ekseni 0(sıfır) açısında,
- Doğru hizada yani sağdan-soldan-üstten belli bir mesafede,
- Eksik yazısı, karakteri olmadan
üretilmesi ve bu firmalara gönderilmesi gerekmektedir.
Etiketlerin kontrolü eskiden tek tek, el ile ve bir taslak şablonun üzerine konularak, manuel olarak yapılıyordu. Günde binlerce ürün üretilince bunların hepsinin kontrolü yapılmıyor, aralardan örneklemeli olarak ürün seçilip sadece onlara bakılıyordu. Artık 7-24 çalışan ve %100 esasına dayalı olarak bütün ürünlerde hassas şekilde kontrol sağlanıyor.
Bizden önce, bizim sektörde ismi bilinen başka bir görüntü işleme firmasıyla çalışılmış ve maalesef başarısız olmuşlar. Maalesef diyorum çünkü müşteri, bir firmayla başarısız olduğunda ister istemez bir önyargısı oluşuyor. Kontrolün çok zor olduğunu ya da bizim gibi firmaların hepsinin aynı olduğuna ve diğerlerinin de çözemeyeceklerine inanabiliyorlar. Bir yandan da eğer uçuk istekleri varsa (her şeyi görsün, her yerine baksın, aşırı hassas bulsun vb.) bunlardan vazgeçiyorlar (çalıştığımız firmada bu zaten yoktu tabiki, genel olarak yazıyorum), kameralı sistemlerin nasıl çalıştığına dair fikirleri oluşuyor, sisteme pozitif ve negatif etki eden faktörleri daha kolay anlıyorlar ve tecrübe ediniyorlar.
Kolay diye başlanan projelerin aslında ne sorunlar çıkarabileceğini sanırım iyi biliyoruz, bu yüzden genelde bütün projelere temkinli yaklaşırız. Farklı sektörlerde farklı isteklerde projelerim oldukça fazla olduğu için tecrübemiz de fazla. Oluşabilecek problemleri veya daha sonra istenebilecek şeyleri de önceden görüp konuşuruz. İleride gerekecek kısımları önceden programa kolayca ekleriz. Programı her firmaya özel olarak kendimiz geliştirdiğimiz için (tabiki genel işleri yapan çekirdek bir kısmı mevcut) bu tarz esnekliğimiz çok fazla. Arayüz tasarımında, veritabanı, ağ ve haberleşme tarafında, user-login sisteminde, ayarlar kısmında, raporlama isteklerinde karşılıklı konuşup, herkes tarafından kolayca kullanılabilen, müşterinin içine sinen bir program oluşturuyoruz.
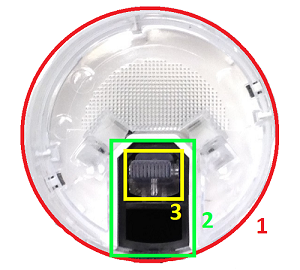
Konumuza dönecek olursak; üretilen malzeme, konveyör üzerinden hızlıca geçerken hareket halinde görüntü alınır ve içerideki yazının açısı, tabakanın açısı ile aynı mı, üzerinde eksik karakter var mı, hizalamalar doğru mu diye kontrol edilir. Ürünler şu şekilde:

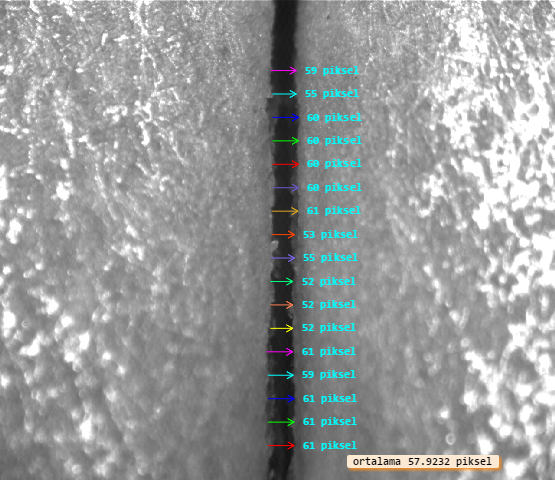
Burada, şeffaf tabakanın açısı ile yazının açı farkı 0.5 derecenin altında olmalı. Beyaz kağıt üretim aşamasında önemli olmadığı için eksik, yırtık, açısı farklı, sağdan soldan üstten alttan kesildiği yerler farklı, şekli değişik gelebiliyor. Dolayısıyla beyaz kağıdın önündeki yazıyı bulmak da kolaydır diye düşünmeyin. Üstelik ışık yansıtma farklılığı tabakaların kalınlığından dolayı değişkenlik gösterebiliyor, arka plan her zaman düzgün siyah olarak gelmiyor, parazit yaratabilecek tozlar çizikler olabilir. Ayrıca ürünler hızlıca konveyörden geçiyor ve saniyede birkaç ürün geçebilir. Bununla birlikte şeffaf yerleri de olan ürünün kameranın önüne geldiğini şaşmaz şekilde bilmek de gerekiyor.
Yazılım ayrıca ileriki zamanda üretilebilecek markaları da kontrol edecek şekilde, öğretim yöntemleri ile çalışmaktadır. Yani yeni model tanıtıp, istediğiniz toleransları girip, ürünlerinizi kontrol etmeye başlayabiliyor.


Hızlıca kurulumunu yaptığımız bu sistemde, saniyede 2-3 etiket kontrolü yapılmakta.
Bu yazılımımızda da yine raporlama modülümüz mevcuttur. Günlük, saatlik, üretilen modellere göre, ok-ret durumu, her bir kontrolün detayı, toplam sonucu ve sayısı raporlamada alınabiliyor.
Ayrıca bu ana firmalarda, beyaz eşyanın üzerine etiketin doğruca yapıştırıldığının kontrolü de manuel olarak hizalanarak yapılıyor. Operatör tarafından doğru açıda konulduğunu otomasyonel olarak kontrol ettirmek istiyorlar. Bununla ilgili çalışmalarımız da devam ediyor.