Dünyanın önde gelen otomotiv parça ve bileşen üreticilerinden xxxxx fabrikasında, otomasyon robotları ile montajı yapılan elektronik klima kartı üzerindeki bazı bileşenlerin varlık-yokluk ve yön kontrolünü yapan sistemimiz devreye alınmıştır.
Sistem bileşenleri:
- İki kamera (IDS UI-1540-M-GL)
- Mavis Dijital I/O Modülü
- Mavis VYP Yazılımı
- Windows işletim sistemi yüklü bilgisayar
- Aydınlatma

Şekil 1 – Elektronik Klima Kartı Ön Yüzü

Şekil 2 – Elektronik Klima Kartı Arka Yüzü
Kurduğumuz sistemde iki farklı zamanda kontrol yapılmaktadır. İlk kontrol, görüntüsü Şekil 2’de gösterilmiş olan kartın arka bölümündeki bileşenlerin montajı tamamlandıktan sonra yapılır. Arka bölgesinin montajı tamamlanan kart, robot tarafından alınır ve kartın arka yüzü, kamera önüne getirilerek hassas bir şekilde konumlandırılır. Robottan gelen tetik sinyali ile ilk kontrol yapılmaya başlanır. Birinci aydınlatma açılır ve Şekil 3’de gösterilen kırmızı çemberler içerisinde gösterilen pinler ve sarı çemberler içerisinde olması gereken vidaların varlık-yokluk kontrolü yapılır. Kontrol sonucu OK ise robota OK sinyal gönderilir ve montaja devam edilir. Kontrol sonucu NOK ise robota NOK sinyali gönderilir ve parça NOK bölümüne ayrılır. Sonuç, Şekil 5’te görülen program arayüzünde canlı olarak gösterilir.

Şekil 3 – Kontrol Edilen Bileşenler
İkinci kontrol, görüntüsü Şekil 1’de gösterilmiş olan kartın montajı yapıldıktan sonra kart, döner masaya konumlandırılır. Robottan gelen tetik sinyali ile ikinci kontrol yapılmaya başlanır. İkinci aydınlatma açılır ve Şekil 4’de gösterilen parçanın yön kontrolü yapılır. Daha sonra ve görüntüdeki 1 numara ile belirtilen cam, 2 numarada belirtilen siyah parça ve 3 numarada belirtilen uzun saydam çubuğun varlık kontrolü yapılır. Kontrol sonrası işlemler OK ve NOK olmasına bağlı olarak, bir önceki kontrol sonrası işlemlerle aynı şekilde yapılır.
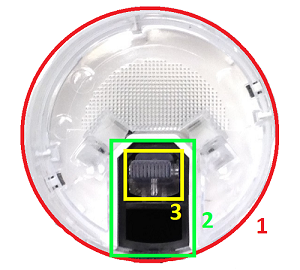
Şekil 4 – Kontrol Edilen Bileşenler

Şekil 5 – Program Arayüzü