Mavis 5 MP veya üzeri kameralardan alınan görüntülerin yapay görme – bilgisayarlı görme teknikleri uygulanarak ölçüm yapılabilmesi amacıyla 2B ölçüm sistemini geliştirmiştir. (Kameralı Ölçüm – Kameralı Ölçme) Sistem Mavis VYP yazılımı üzerinde geliştirilmiştir. Dolayısıyla kullanım kolaylığı ve fonksiyonalitesi (alınan görüntüleri ve sonuçları kaydetme, geriye dönüp izleyebilme, raporlayabilme, istatistik çıkarabilme, kullanıcı bazında güvenlik vs.) gibi özellikleri ile birçok şirkette başarıyla kullanılmaktadır.
Mavis kameralı 2B ölçüm sistemi sadece laboratuvar ortamı için geliştirilmemiştir. Mavis tarafından geliştirilen tüm yapay görme projeleri gibi endüstriyel ortamlar ve seri üretim yapan yerler için düşünülmüştür. Kameralı ölçme işlemi milisaniyeler içinde gerçekleştiğinden, üretim hızına eşdeğer %100 kontrol ve ölçüm imkanı sunmaktadır. Program mühendis ya da kalite kontrol yetkilisi tarafından kullanılabileceği gibi Kolay kullanımlı arabirimi her türlü operatör tarafından da çok kısa bir eğitimle başarıyla kullanılabilmektedir.
Hassasiyet
Mavis hassas 2B ölçüm sistemi, sabit bir kurulu sistem olmayıp, bileşenlerin her birinin (kamera, lens, aydınlatma elemanları) değiştirilebildiği esnek bir yapıdır. Dolayısıyla müşteri ihtiyaçlarına en uygun çözünürlükte kamera ve lens seçimi ile istenen hassasiyet yakalanabilmektedir. Mavis 5MP, 8MP, 10MP dijital kameralar ile yüksek kalitede görüntü almaktadır. Kamera yazılımının “kenar iyileştirme etkin” (strong edge enhancement) özelliği ile çok daha keskin sonuçlara ulaşabilmektedir. Mavis, kullandığı HALCON görüntü işleme yazılımı ile, pixel bazında DEĞİL, pixel altı (sub pixel) doğrulukta ölçüm yapabilmektedir. Sonuç olarak, Mavis ölçüm sistemi genel bir hassasiyet rakamı ile değil, müşteri tarafından istenen değerlere uygun bir konfigürasyon ile beklenen hassasiyeti yakalayabilme şeklinde çalışmaktadır.
Sistemin Çalışma Yöntemi
Ölçüm yapılacak parça alttan veya üstten aydınlatmalı (parça rengine ve duruma göre) zemine yerleştirilir. 5 MP veya üzeri çözünürlüklü kamera ve ona bağlı Telesentrik lens (telecentric lens) yardımıyla bozulmanın en aza indirgenmiş olduğu görüntü alınır ve bilgisayara aktarılır. Bilgisayarda çalışan gelişmiş görüntü işleme yazılımı kullanıcı tarafından set edilmiş ölçümleri yapar.
Sistem otomatik veya manual beslemeli çalışabilir. Tüm kontroller çok kısa sürede gerçekleştiğinden (10-100 milisaniye arası) yüksek hızda ya da eş zamanlı kontrollere uyarlanabilir. Çıkış bilgisi ekranda gösterilir, sesli ikaz verilebilir, barkot üretilebilir veya PLC için elektriksel işaret (5-24 V) üretilebilir.
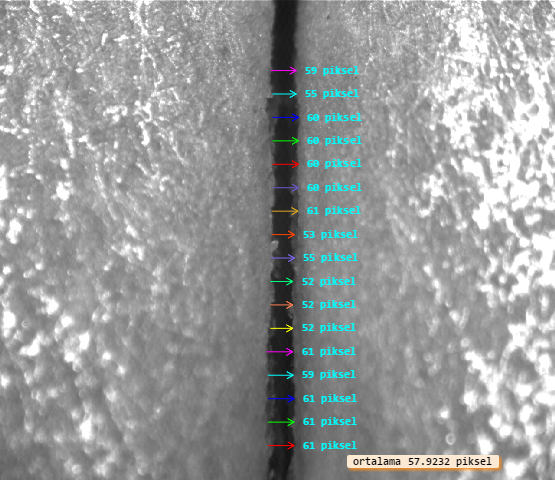
Mavis Kameralı Ölçüm (Kameralı ölçme) sistemi, ölçüm işlemini çok kısa sürede (5-50 milisaniye) gerçekleştirdiğinden, ölçüm sonucunu daha stabil hale getirmek için, istenen adet kadar tekrarlanarak, ortalama sonuç alınması suretiyle de çalıştırılabilir. örnek : ölçüm yapılacak parçanın istenen ölçümleri 25 ms. sürsün. Eğer zaman sorunu yoksa, aynı parçaya ait ölçümleri ard arda 20 kez tekrarlatmak suretiyle daha hassas ve daha kararlı bir ölçüm değeri, 0.5 saniye içinde elde edilmiş olur.
Genel Kontroller
- X – Y – Z koordinat değerlerinin ölçülmesi.
- belirlenen mesafeler arası ölçümlerin yapılması.
- Uzunluk, mesafe ölçme, alan, açı, çap, yay, daire, yarım daire vb. geometrik tüm ölçümlerin yapılması
- Yapılan ölçümlerin minimum – maksimum değerler arasında olup olmadığının kontrol edilmesi
- Metrik / pixel dönüşümlerinin yapılabilmesi
- Tüm ölçümlerin ve ekran görüntülerinin kaydedilmesi
Opsiyonel Kontroller
- Oryantasyon (parçanın dönmüş olması) kontrolü. (Parça istenen her doğrultuda yerleştirilmesine rağmen ölçümlerin yapılabilmesi)
- CAD datasının okunması / üretilmesi
Sistemin Getirileri
- İnsan tarafından yapılamayacak kadar hızlı ve güvenli ölçüm imkanı
- Ölçüm sonuçlarının kaydedilmesi
- Hatalı ürünlerin otomatik olarak ayırt edilmesi
- Sistem ölçüm sonucu, ölçüm değerlerinin istenen aralıkta olmaması durumunda ses, ekran görüntüsü ve PLC çıkışı vererek seri üretim yapılan yerlerde hızlı kontrole imkan vermektedir.
Mavis VYP Kameralı Ölçüm Sistemi Örnek Çalışma ve Ekran Görünümü
Örnek Uygulamada, ortalama 3.5 cm boyunda olan bir çanta anahtarının üzerinde belirlenen mesafelerin ölçümünü adım adım gösteren ekran görüntülerine yer verilmiştir. Uygulamada iDS uEye 1485 LE-C kamera ve 35 mm lik lens kullanılmıştır. Anahtar, beyaz aydınlatmalı zemin üzerine yerleştirilmiştir.