MAVIS’in 2021’de bir tanıtım-reklam videosunun daha çekimi tamamlandı. Buyrun aşağıdan izleyebilirsiniz.
Tanıtım Videomuz
Yanıt

MAVIS’in 2021’de bir tanıtım-reklam videosunun daha çekimi tamamlandı. Buyrun aşağıdan izleyebilirsiniz.
Dünyanın önde gelen otomotiv parça ve bileşen üreticilerinden xxxxx fabrikasında, otomasyon robotları ile montajı yapılan elektronik klima kartı üzerindeki bazı bileşenlerin varlık-yokluk ve yön kontrolünü yapan sistemimiz devreye alınmıştır.
Sistem bileşenleri:

Şekil 1 – Elektronik Klima Kartı Ön Yüzü

Şekil 2 – Elektronik Klima Kartı Arka Yüzü
Kurduğumuz sistemde iki farklı zamanda kontrol yapılmaktadır. İlk kontrol, görüntüsü Şekil 2’de gösterilmiş olan kartın arka bölümündeki bileşenlerin montajı tamamlandıktan sonra yapılır. Arka bölgesinin montajı tamamlanan kart, robot tarafından alınır ve kartın arka yüzü, kamera önüne getirilerek hassas bir şekilde konumlandırılır. Robottan gelen tetik sinyali ile ilk kontrol yapılmaya başlanır. Birinci aydınlatma açılır ve Şekil 3’de gösterilen kırmızı çemberler içerisinde gösterilen pinler ve sarı çemberler içerisinde olması gereken vidaların varlık-yokluk kontrolü yapılır. Kontrol sonucu OK ise robota OK sinyal gönderilir ve montaja devam edilir. Kontrol sonucu NOK ise robota NOK sinyali gönderilir ve parça NOK bölümüne ayrılır. Sonuç, Şekil 5’te görülen program arayüzünde canlı olarak gösterilir.

Şekil 3 – Kontrol Edilen Bileşenler
İkinci kontrol, görüntüsü Şekil 1’de gösterilmiş olan kartın montajı yapıldıktan sonra kart, döner masaya konumlandırılır. Robottan gelen tetik sinyali ile ikinci kontrol yapılmaya başlanır. İkinci aydınlatma açılır ve Şekil 4’de gösterilen parçanın yön kontrolü yapılır. Daha sonra ve görüntüdeki 1 numara ile belirtilen cam, 2 numarada belirtilen siyah parça ve 3 numarada belirtilen uzun saydam çubuğun varlık kontrolü yapılır. Kontrol sonrası işlemler OK ve NOK olmasına bağlı olarak, bir önceki kontrol sonrası işlemlerle aynı şekilde yapılır.
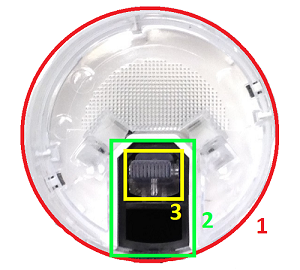
Şekil 4 – Kontrol Edilen Bileşenler

Şekil 5 – Program Arayüzü
Kağıt bobin üretici bir fabrikada, Şekil 1’de gösterilmiş olan ürünlerinin üretimi yapılmaktadır. Sistemimizin amacı, bu ürünlerin üzerindeki kesiğin genişliğini, kesik uzunluğu boyunca, milimetrenin yüzde beşi oranında yüksek hassasiyette ölçmektir.

Şekil 1 – Kağıt Bobin Görüntüleri
Sistem bileşenleri:
Kesim makinesinden çıkan ürün, operatör vasıtası ile sistem üzerine konur. Ölçüm başlatıldıktan sonra ürün üzerinde ölçülmesi istenen bölge üzerinde ölçüm yapılır ve sonuç, gerçek zamanlı olarak, Şekil 2’de gösterilen program arayüzüne yansıtılır. İstenildiği takdirde ölçüm yapılan ürünün görüntüsü, tarih ve diğer gerekli bilgilerle birlikte bilgisayarda arşivlenebilir.

Şekil 2 – Program Arayüzü
Kamera, ürün üzerindeki kesiğin 1 cm’lik bir bölümünün görüntüsünü alır. Alınan görüntü üzerinde dikey olarak tüm yatay piksellerdeki genişlik ölçülür ve ortalaması alınır. Böylece istenilen sonuç hassas bir şekilde elde edilmiş olur. Yapılan bu işlemin görüntüsü de Şekil 3’de gösterilmiştir.
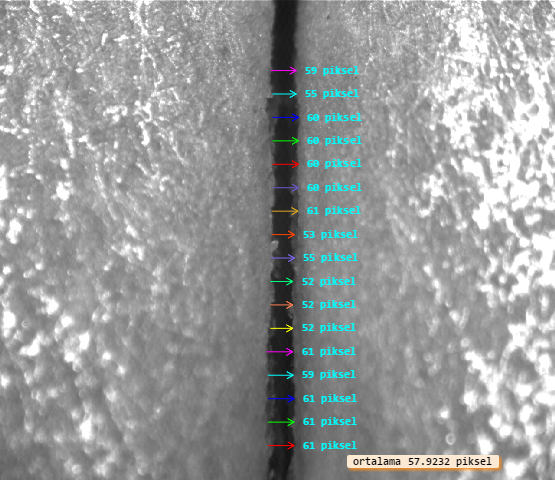
Şekil 3 – Kesik Ölçüm Örneği
Dünyanın önde gelen otomotiv parça ve bileşen üreticilerinden xxxxx için, klima klapelerinin konumunu kontrol eden bir sistem geliştirdik. Klimalar, montajı yapıldıktan sonra fikstür üzerine konularak yaklaşık 35 saniyelik bir teste bırakılıyor. Test aşamasında klimanın içine hava üfleniyor ve klimanın klapeleri belirli zamanlarda açılıp kapanıyor. Sistemimiz test sürecini izleyerek klapelerin sorunsuzca açık ve kapalı konuma gelip gelmediğini tespit edip sisteme OK veya RET sinyalleri gönderiyor.

2 farklı modelde 12 ayrı klapenin kontrolü yapılıyor. Bunun için 8 kamera ve aydınlatma kullanılıyor. Her klape için açık ve kapalı bulunduğu zaman dilimlerinde görüntüler alınıp işlenerek klapenin açık veya kapalı olduğu tespit ediliyor. Eğer klapeler kapalı olması gerektiği anda kapanmamışsa veya açık olması gerektiği anda açılmamışsa sistemimiz entegre olduğu PLC sisteme hata sinyali gönderiyor ve üretim hattı duruyor. Hatalı klima fikstürden alındıktan sonra sistemimize gönderilen sinyalle birlikte üretim süreci devam ediyor. Test sürecini VYP yazılımımız üzerinden anlık olarak takip etmek mümkün. Hangi klapede hata olduğu, hangi klapelerin sorunsuzca açılıp kapandığı VYP üzerinden izlenebiliyor.

Birçok araç firmasına jant üretimi de yapan FARPLAS, jantların paketlenmesi aşamasında bir karışıklık olmaması için kameralı kontrol sisteminde bizimle çalıştı.
Jantlar üretimden ve boyahaneden çıkıp son kontrolleri kameralı sistem ile yapılıp paketleniyor.
kontrolleri yapılıyor.
Konveyörden geçerken linescan mod ile alttan ve üstten bakacak şekilde 2 kamerayı paralel çalıştırarak aynı anda jantların görüntülerini çekiyoruz.
Daha sonra yukarıdaki kontrolleri yapıp, sonuçlar doğru ise paketlenmeye gidiyor. Beklenmeyen bir ürün ise, jantı piston ret sistemi ile otomatik olarak ret kabinine taşıyor.
Böylece müşteriye doğru ürünler karışmadan gidiyor.


Aygaz tüplerinin üzerinde bulunan Koloret numaralarının (seri no) okunması projesi başarıyla bitirildi.
2 robot ve 6 istasyonda tasların (tüpün üst yarısı) üretimi yapılıyor. Koloret numaraları OCR (Optical Character Recognition) yöntemleriyle okunuyor. Okunan seri numaraları ve istasyon bilgileri eşleştirilip veritabanında arşivleniyor. Hepsi tek bir hat üzerinde ve tek bir PC – kamera sistemi ile çözüldü.


Yüzeyin işlenmesi ve yazının basılması her zaman çok kaliteli olmayabiliyor. Yüzey pürüzlü gelebilir, ışık güzelce dümdüz parlatmayabilir, yazılar birbirine yakın ya da yüzeyden taşmış gelebilir. Ek olarak taslar 360 derece dönük de gelebilir.
Karşılaştığımız binlerce örnekle de çalışarak doğru sonucu bulana kadar defalarca kontrol edip, sistemin yüksek hassasiyette okunmasını sağladık.



MAVIS’in tanıtım-reklam videosu çekildi ve artık yayınlandı. Aşağıdan izleyebilirsiniz.
Türkiye’nin En Büyük 500 Sanayi Kuruluşu’nda olan ve döküm malzemelerin üretimini yapan Trakya Döküm firmasına, 2. kameralı kontrol sistemimizi de kurmuş bulunmaktayız. Soyak Grubu’na ait işletmede başka yeni kontrol alanlarını da görüşmeye devam ediyoruz.
Burada genel olarak ürünü tanıma ve yanlış ürünün işlenmemesi, baskıdaki kontrollerin yapılması üzerine çalıştık. PLC sistemleriyle, kendi elektriksel dijital I/O kartımız ile haberleşmede bulunarak mevcut işleme tezgahlarına dahil olduk.
Görüntü işlemeye aşina olanlar yada bu konuda çalışanlar bilir; döküm malzemeler üzerinde çalışmak kolay değildir. Çünkü malzemenin yapısı gereği görüntü üzerinde oldukça parazit vardır, deforme olmuştur, gözle bile zor görünür durumdadır ama sizden sistemin çalışması istenmektedir. Neyse ki HALCON’un da yardımı olarak bunun da üstesinden gelmek kolay oldu.
 Döküm Malzeme Üzerinde Baskı Kontrolü, Karakter Okuma, Ürün Tanıma
Döküm Malzeme Üzerinde Baskı Kontrolü, Karakter Okuma, Ürün Tanıma
Şuan kurduğumuz kameralı kontrol yazılımları gayet düzgün ve tutarlı şekilde çalışmaktadır. Ayrıca kurulan sisteme ek olarak devamlı istenilen yeni değişiklik talepleri de sisteme de kolayca entegre edilebilmekte. Bu yüzden yazılımımızı, altyapısı sağlam ve dinamik olacak şekilde geliştirmeye özen gösteriyoruz.
Kurulu olan birinci sistemde;
Birden fazla model için aşağıdaki kontroller yapılmaktadır;
İkinci sistemde;
Birden fazla model için aşağıdaki kontroller yapılmaktadır;

TAYSAD organize sanayi bölgesinde otomotiv sektöründe çalışan ARPEK firmasında 2. sistemimizi kurduk. Döküm malzemeler üzerinde, fabrikanın tezgahlarında dişli delik açılıyor. Bu açılan deliklerin pozisyonu oldukça önemli. Bunun için deliklerdeki merkez kaçıklığı kontrol edilmektedir.
ABB robotları ile parçalar kamera önüne getirilir. Kamera kontrolleri yapılması için elektriksel tetik sinyali alırız. Bu sinyali alan VYP programımız kontrollerini başlatır. Ölçülen kaçıklık değerleri girilen toleranslar içinde ise OK verilir. Çıkışı yine elektriksel sinyal olarak ABB robotuna veriyoruz. Bu şekilde 3 vardiya şeklinde üretim yapılır ve kontrol edilir.
Bununla birlikte hem ölçüm sonuçları ve sinyallerin gidiş gelişleri log’lanır, hem de ölçümler veritabanına kaydedilir. Kaydedilen bu değerler üzerinden raporlama yapılabilir. Hangi gün, vardiya ve saatlerde, hangi model ürünlerde daha fazla RET vermeye başlamış, buradan görülebilir. Ölçümlerin standart sapması, genel kaçıklıkları bulunabilir, böylece tezgahta daha büyük sorunlar çıkmadan gerekil düzeltmeler yapılabilir.
Mikron hassasiyetinde kontrol sağlanması istendi. Bunun için yüksek çözünürlüklü kameralar, lensler ve uygun aydınlatmalar kullandık.
İstenen uygun sonuca başarıyla varınca 2. sistemi de kurmamız istendi ve onun da kurulumunu geçtiğimiz aylarda yaptık. MAVİS olarak, aynı firmaya birden fazla sistem kurmamız onların memnuniyetini gösteriyor, biz de bundan memnunuz..


Uluslararası bir şirket olan ve çeşitli sektörlerde çözümleri olan EATON, Çerkezköy’de bulunan fabrikasında endüstriyel, pvc, termoplastik, hidrolik hortumlar üretmektedir. Bu hortumların içinden zaman zaman yüzlerce bar basıncında hava ve sıvı geçmektedir.
Epeyce uzun olan hortumların yüksek basınçlara dayanıklı olması olmazsa olmazdır. Çünkü hortumdaki bir çatlak yarık görünmeyen bir hata, geri dönüşü olmayan kazalara sebep verebilir.

Bu sebepten dolayı, hortumların bir test basıncında (40-60-80 barlara kadar çıkabilmektedir), çap genişliğinde ve boylamasına uzunluğunda, istenen mikron ölçüsüne kadar genişlemesi ve dayanıklılığı test edilmektedir.
İşte bu enlemesine ve boylamasına uzama ölçümünü Mavis olarak yapmış bulunmaktayız.
Çok hassas ölçüm yapılması gerektiği için, endüstriyel kameralarımızdan fazlaca kullandık ve özel aydınlatmalar ile yakından baktık.
Ölçüm sisteminin konstrüksiyonu da yine bizim tarafımızdan yapıldı. Bütün sistem darbeye ve suya dayanıklı olarak tasarlandı.
Sistem tek parça olarak bir rayın üzerinde hareket ediyor. Hortumların patlatma testleri yapılacağı zaman, sistemin zarar görmemesi için, ray üzerinden geriye ittirilerek uzaklaştırılıyor. Ölçüm yapılacağı zaman ise tekrar yerine getirilip kilitleniyor.
